6 Fabricantes de Fundición de Aluminio en 2026
Esta sección ofrece una visión general de los fundición de aluminio, así como de sus aplicaciones y principios. Consulte también la lista de 6 fabricantes de fundición de aluminio y su ranking empresarial.
Categorías relacionadas
¿Qué es la Fundición a Presión de Aluminio?
La fundición a presión de aluminio es un método especial de fundición en el que una aleación de aluminio o de zinc se funde y se prensa en un molde. Se caracteriza por su capacidad para fabricar en serie productos de formas complejas con gran precisión dimensional y bellas superficies.
Por ello, la fundición a presión de aluminio goza de gran prestigio entre los métodos de trabajo del metal. La fundición a presión de aluminio es un método de fundición diferente al de la fundición a presión de aluminio, ya que se refiere a un método en el que un metal como la aleación de aluminio o el cobre se convierte en líquido a una temperatura superior a su punto de fusión, se vierte en un molde y después se enfría para solidificarse.
La fundición a presión de aluminio también utiliza moldes metálicos, mientras que los moldes de arena se utilizan generalmente para la fundición a presión de aluminio. La fundición de aluminio se caracteriza por unos costes de producción elevados, ya que los moldes deben diseñarse y fabricarse a partir de un trozo de metal.
Usos de la Fundición a Presión de Aluminio
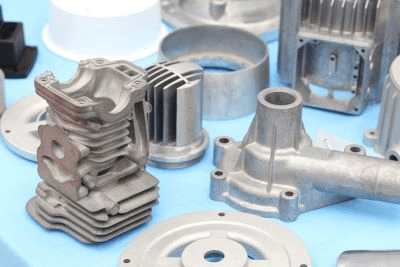
La fundición a presión de aluminio se utiliza principalmente en componentes de automoción. Entre ellos, las piezas relacionadas con la dirección han tenido una gran demanda en los últimos años. La fundición de aluminio puede utilizarse para fabricar formas complejas y productos de alta precisión en grandes cantidades y en poco tiempo.
La fundición a presión de aluminio no sólo se utiliza para piezas de automóviles. También se utiliza en una amplia gama de productos cotidianos como ordenadores, teléfonos móviles, cámaras digitales, frigoríficos y lavadoras. También puede utilizarse para fabricar piezas pequeñas, lo que contribuye a reducir el peso de los productos.
Principios de la Fundición a Presión de Aluminio
La fundición a presión de aluminio es un método de moldeado que utiliza una matriz. Fundición a presión significa fundición con una matriz (Die). La máquina de fundición a presión consta de un dispositivo de sujeción de la matriz que abre y cierra la matriz, un dispositivo de inyección que expulsa el metal fundido a la matriz y un extrusor que lo empuja fuera de la matriz.
La fundición a presión de aluminio se fabrica primero fundiendo una aleación de aluminio. En este momento, también se funden metales distintos del aluminio para producir una aleación con la composición deseada, lo que requiere un cuidadoso ajuste y control de la composición. Una vez fundida la aleación de aluminio, se limpian los moldes y se cierran con un dispositivo de sujeción de la matriz.
A continuación, el molde cerrado se llena con la aleación de aluminio fundida mediante un dispositivo de inyección. Las piezas fundidas a presión de fundición de aluminio se caracterizan por una fina estructura de capas superficiales debida al rápido enfriamiento del metal fundido cuando se inyecta en el molde. Esta fina estructura superficial confiere a la fundición de aluminio una superficie dura y permite fabricar productos resistentes.
Por otra parte, la fundición a presión de aluminio tiene el inconveniente de que se enfría rápidamente, lo que puede dar lugar a la formación de huecos en la fundición. Estos huecos de fundición se producen no sólo en la superficie, sino también en el centro, donde finalmente se solidifican. Si se producen cavidades de fundición en las piezas fundidas a presión de fundición de aluminio, no se puede conseguir el rendimiento esperado del producto, por ejemplo, debido a la reducción de la resistencia. Por lo tanto, la fundición a presión de aluminio requiere un control de la temperatura durante la fundición a presión y una cuidadosa consideración de la forma del molde.
Información Adicional sobre la Fundición a Presión de Aluminio
1. Diferencias entre Fundición a Presión de Aluminio y Fundición de Aluminio
La fundición a presión de aluminio se forma fundiendo una aleación de aluminio o de zinc y prensándola en un molde. Generalmente, el material se calienta a una temperatura aproximada de 500°C a 700°C, se funde, se vierte en el molde a baja velocidad. Posteriormente se enfría a alta presión antes de darle forma.
La fundición a presión de aluminio, por su parte, consiste en fundir una aleación líquida de aluminio en un horno de alta temperatura y verterla en moldes metálicos o cerámicos. La fundición a presión de aluminio básicamente no aplica ninguna fuerza externa, sino que utiliza la entrada del metal líquido por caída y el posterior flujo del metal líquido. La fundición de aluminio se denomina a veces fundición por gravedad en comparación con la fundición a presión de aluminio.
Las ventajas de la fundición a presión de aluminio son su gran precisión dimensional y la capacidad de producir incluso formas complejas. Esto se debe a que la aleación de aluminio fundida se introduce en el molde bajo presión, lo que significa que la aleación de aluminio está disponible al instante en todos los rincones del molde. En cambio, la fundición de aluminio puede no alcanzar las dimensiones deseadas o provocar arrugas en la superficie. Esto se debe a que la aleación de aluminio a alta temperatura tiene una fluidez relativamente baja, por lo que tarda en llegar a todos los rincones del molde sólo con la alimentación por goteo. Como consecuencia, la fundición de aluminio se contrae al solidificarse, lo que puede provocar cambios dimensionales y defectos como las arrugas creadas durante el flujo.
La fundición de aluminio también se caracteriza por una gran precisión dimensional y una excelente rugosidad superficial. Como la aleación de aluminio se extiende instantáneamente, los tiempos de producción pueden reducirse y los productos pueden fabricarse en serie.
La fundición a presión de aluminio también se diferencia de la fundición de aluminio en que la rugosidad de la superficie sigue siendo de alta calidad, lo que permite reducir los procesos de acabado e inspección. Sin embargo, una desventaja de ésta es el elevado coste de diseño y fabricación de los moldes. Por este motivo, la fundición a presión de aluminio, que utiliza moldes de arena, puede resultar más rentable para la producción de lotes pequeños.
Otra desventaja es que la fundición a presión de aluminio no es adecuada para piezas que requieran una gran resistencia. En la Fundición de aluminio a presión intervienen el aire y el agente desmoldeante evaporado durante el moldeo debido al proceso de fabricación. Esto crea cavidades denominadas "nidos", que reducen la resistencia del producto.
2. Materiales para Fundición a Presión de Aluminio
Las aleaciones para fundición a presión de aluminio incluyen materiales para colada y elongación, mientras que los materiales para fundición a presión están disponibles en varias series, con el ADC a la cabeza de la lista. Los principales sistemas de componentes de los materiales de Fundición de aluminio son Al-Si y Al-Mg, a los que se añaden elementos como Cu y Mn. Cada material se selecciona en función de la resistencia a la corrosión, la colabilidad y la resistencia al impacto requeridas para la fundición.
La estructura metalúrgica de los materiales de fundición a presión de aluminio es una fase matriz de solución sólida de Al. La matriz puede ser una estructura eutéctica laminar Al-Si o un refuerzo por precipitación mediante microprecipitados como Mg2Si, y Al2Cu, que dan lugar a diferentes propiedades.
Normalmente, las aleaciones de aluminio se someten a un tratamiento térmico tras la fundición o el mecanizado para preparar los granos de cristal y formar microprecipitados. Sin embargo, las piezas fundidas a presión de fundición de aluminio no suelen someterse a tratamiento térmico para evitar que el aire y los gases arrastrados en las piezas fundidas a presión se expandan y formen defectos durante el tratamiento térmico.
Sin embargo, los métodos de fundición a presión en vacío y de fundición a presión no porosa, que recientemente se han aplicado cada vez más, se caracterizan por el hecho de que es menos probable que se produzcan estos defectos. Por lo tanto, en las fundiciones a presión de fundición de aluminio recientes, se ha hecho posible resaltar las características de los materiales de fundición de aluminio añadiendo procesos de tratamiento térmico.
Lista de 6 fabricantes de Fundición de Aluminio
*Incluye algunos distribuidores, proveedores, etc.
Ordenar por características
- Por defecto
- Tamaño de la empresa: de mayor a menor
- Año de fundación: de más antiguo a más reciente
- Año de fundación: de más reciente a más antiguo
-
-

-
Moldie
Fundición de Aluminio
-
-
-
-

-
Ital Presse Gauss
máquinas de fundición por gravedad
-
-
-
-
-
Jiaxing Dexun Co., LTD
Fundición a presión de aluminio a baja presión
-
-
-
-
-

-
Zhengzhou YiLi Machinery Co., Ltd
Fundición de Aluminio
-
-
-
-
-
Ningbo AiKehan Metal Co., Limitado.
Moldes de fundición a presión de aleación de aluminio
-
-
Ranking de fabricantes de Fundición de Aluminio
*Incluye algunos distribuidores, proveedores, etc.Ranking en España
Método de cálculo| N° | Empresa | Popularidad |
|---|---|---|
| 1 | Moldie | 90.9% |
| 2 | Ital Presse Gauss | 9.1% |
Ranking global
Método de cálculo| N° | Empresa | Popularidad |
|---|---|---|
| 1 | Moldie | 90.9% |
| 2 | Ital Presse Gauss | 9.1% |
Método de cálculo
El ranking se calcula en función a la "popularidad" de la empresa dentro de la página de fundición de aluminio. La "popularidad" se calcula en función al número total de clics de todas las empresas dividido por el número de clics de cada empresa durante el período mencionado.Empresas más grandes (por número de empleados)
Empresas más recientes
Empresas más antiguas